熱門關鍵詞搜索
鎂合金壓鑄、半固態注射成型、模具制造、CNC加工、塑膠注塑、沖壓加工、后加工處理、表面處理
VR
360
在線360 VR視窗東莞市銳準精密金屬有限公司
客服
熱線
0769-81025999
東莞市銳準精密金屬有限公司
電話:0769-81025999??
郵箱:[email protected]地址:廣東省東莞市橋頭鎮逕聯工業區信怡路198號
關注
微信
 關注官方微信
關注官方微信



東莞市銳準精密金屬有限公司
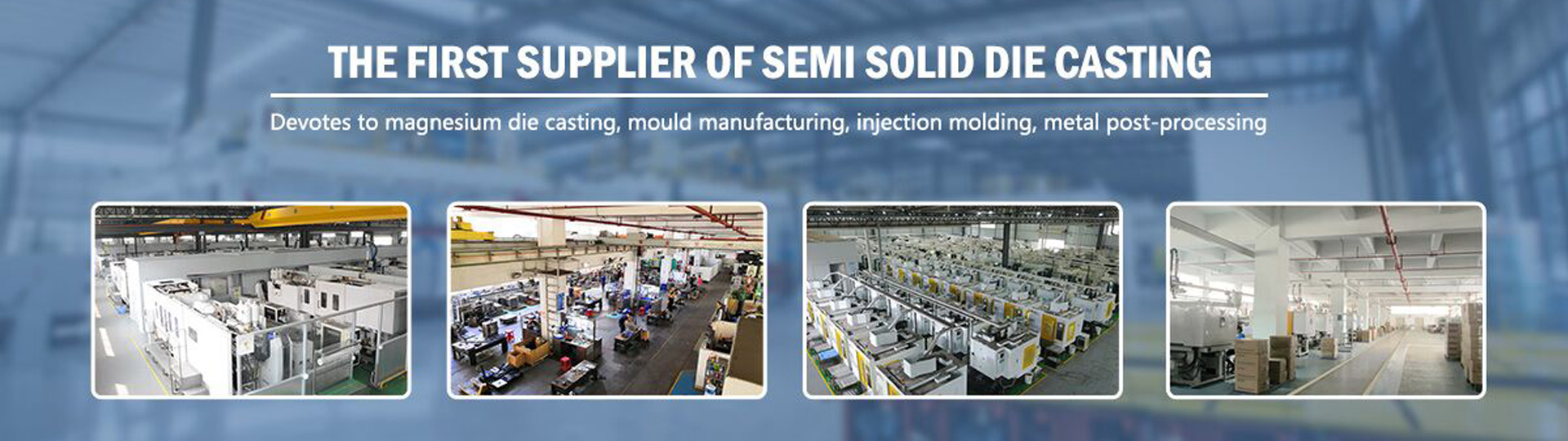
8大核心業務
新型一站式管理:“設計 – 模具/成型 – 量產 – 質量管理 - JIM供應鏈
服務領域
經過二十多年的發展,形成了以國際著名客戶為依托,以關鍵核心技術為保障
以優質高端精密產品為導向的發展格局。公司擁有完整的產業鏈條,具備為客戶提供模具設計制造、壓鑄成型
精密CNC加工、噴涂、檢測等一體化的服務能力。
2022-11-22
大家清楚鎂合金壓鑄件的特點是什么嗎?今天小編就和大家一起去了解一下吧!

2022-10-26
鎂合金的化學性質以及壓鑄工藝特性相信大家對這些都有點興趣吧?今天小編就帶大家來了解一下吧。

2022-08-19
鎂合金半固態鑄造成形技術的研究與應用大家知道嗎?今天小編帶大家了解一下。
2020-12-01
為了滿足企業戰略發展對人力資源的需要,同時滿足員工達成其職業生涯規劃目標的需求,銳準精密定期舉行員工專業技能培訓,提升員工專業能力。

2017-10-12
銳準精密為回報社會,開展愛心助學活動,給平困山區學生送學習用品,鼓勵他們直面生活的困難,刻苦努力學習,爭取早日成才。

2020-12-01
銳準精密為回報社會,每年開展義工活動,走進社區來到各位老人的身旁,關愛老人送溫暖。

地址:廣東省東莞市橋頭鎮逕聯工業區信怡路198號
電話:0769-81025999 傳真:0769-81003622
手機:13510796483(黃生)
郵箱:[email protected]